 12 • 2 |
RESSORTS À GAZ DE COMPRESSION
Vous pouvez déterminer les dimensions optimales à l’intérieur des limites mentionnées. Les tolérances de fabrication sont en général ± 2,5 mm, et maximum ± 1 mm à l’intérieur d’une série. Si vos exigences de durabilité et de dispersion sont plus étroites, veuillez éviter de combiner un petit diamètre + une course importante + une force élevée. Les références techniques sont données à titre indicatif et non contractuelles. Elles peuvent être modifiées sans préavis en fonction des nécessités de la conception et/ou de la fabrication. La force théorique de poussée est déterminée par la pression de gonflage multipliée par la section annulaire du piston. En faisant varier les deux facteurs, il est possible de livrer des ressorts dans une gamme allant de 10 à 5000 N. La force de poussée nominale est toujours celle mesurée au point F1 à 20° C ± 2° C et la tige de piston en bas. Les valeurs ci-dessous peuvent être influencées par le volume de gaz, la quantité d’huile. Les ressorts BANSBACH excellent par leur rendement, permis par le bas niveau de friction et la régularité de la poussée. En modulant les tailles des buses de piston et la quantité d’huile, il est possible de maîtriser la vitesse de rentrée, de sortie, l’amortissement de fin de course et le taux de compression. |
Les points de mesure des efforts sont les suivants : |
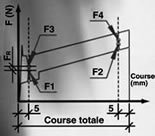 |
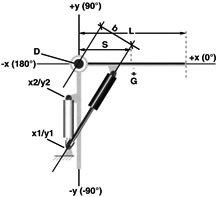
| D = Point de pivot (= point de référence) L = Longueur du capot S = Distance du centre de gravité G = Poids de l’élément à équilibrer en N (1N = environ 0,10 kg) b = cote de l’axe de poussée à sa parallèle passant par le point de pivot (bras de levier) x1/y1 = coordonnées cartésiennes du point de fixation sur la partie fixe x2/y2 = coordonnées cartésiennes du point de fixation sur la partie mobile G x s |
 |